緊固件產品的冷鐓(壓),由壓力機�、自動冷鐓機來完成���。而分序冷壓��、單工位、多工位冷鐓中���,上序或上工位鐓(壓)的半成品形狀,直接影響著下序或下一工位的成形��。
因此�����,在合理分配變形比的基礎上如何確定正確的變形形狀�,對以后的變形以及產品質量都有著直接關系��。
桿狀緊固件的冷鐓(壓)工藝
為了使初沖變形中��,改變坯件的穩定性,尤其對于低碳鋼這類切斷性較差的鋼種����,同時增加坯件在變形中的穩定性����,在初沖小端工作型腔中除了錐形外�,還要有高為1.5~2mm的圓柱形型腔��,如圖所示�。
六角頭螺栓頭部初鐓形狀的確定
初鐓的形狀確定合理���,將有利于金屬在型腔里的流動�,使金屬纖維流動不紊亂,有利于下一工位的變形。
初鐓的形狀為錐形,初鐓錐形模腔有兩種形式�,一為不帶彈簧頂桿(針)���,一為帶彈簧頂桿(針)��,如圖所示。
不帶彈簧頂桿的錐形沖模用于長桿工件的鐓制;帶彈簧頂桿的沖模用于桿部較短的工件。不帶彈簧頂桿初沖的錐形型腔錐角適當大一些��,使工件容易脫離初鐓模���,一般α取
n8°~16°�,初鐓沖頭的內腔形狀,如圖��。
在三擊鐓鍛時���,需要鐓兩次錐形�,第一次錐形,錐角特別小,α為2°~3°�����,基本起著整形作用�,使它在第二次初鐓變形中,有一個良好的對中性和穩固性。錐形沖模工作型腔的尺寸�����,可根據要鐓制頭形的體積���、線材直徑����、沖模與凹模之間的距離來計算出來�。
如圖可見,整個錐形頭部的體積由體積V1和V2兩部分組成��,即V錐=V1+V2��,而V錐等于產品頭部精鐓后的體積即V����。V可由產品尺寸計算出,則V1=V-V2�����。
機器螺釘初鐓形狀的確定
機器螺釘種類很多�,主要區別于頭部的幾何形狀。總體來說�,機器螺釘頭部成形的鐓鍛比(S=Lo/do和D/h)��,值比較小,比較容易鐓鍛。
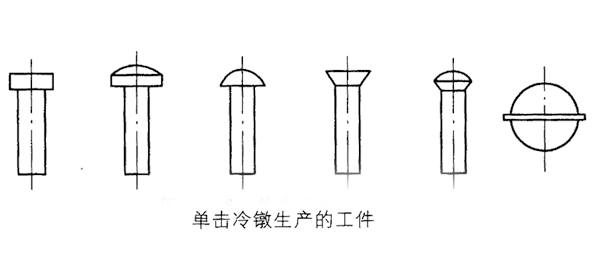
對于簡單頭形的機器螺釘,單擊冷鐓生產的工件,如圖所示,可采用一次鐓鍛��。但是�����,不少品種的機器螺釘�����,頭部槽型比較復雜。為十字槽型等,頭部成形則需要兩次及以上的鐓制。要按標準鐓制符合槽型要求的產品����,初沖的造型起著決定性的作用�����。
內六角圓柱頭螺釘初鐓形狀的確定
冷鐓內六角圓柱頭螺釘(頭部鐓鍛比小于1.5)�,由于頭部帶較深的內六方孔,幾何形狀復雜�,產品性能要求高����,為8.8�、10.9、12.9級�,使用的鋼材為中碳鋼����、合金鋼��、冷成形性能差����,頭部變形復雜�,鐓粗、正擠壓���、反擠壓都有。因此���,這類產品初沖成形,一般應經過初鐓和第二次預鐓�。












 浙公網安備33038102332317號
浙公網安備33038102332317號