冷鐓變形程度的表示方法及許用變形程度
在冷鐓加工時,由于金屬產生加工硬化作用,冷鐓變形程度越大,變形抗力也將越大。當冷鐓變形程度超過金屬材料本身最大許用變形程度時,在零件側表面就會形成裂紋;當冷鐓的單位壓力超過模具所允許的壓力時,就會引起模具的損壞。因此,對各種不同尺寸形狀、不同冷鐓材料,應當選擇合理的變形程度。一般冷鐓變形程度常用下式表示:
式中,ε-冷鐓變形程度;
H0-鐓粗前毛坯原始高度;
h1-鐓粗后零件的高度。
另外,如果冷鐓前毛坯長度過高,冷鐓時則會產生側向彎曲,造成折疊、夾灰等缺陷。因此,冷鐓時的變形程度要選得合適。
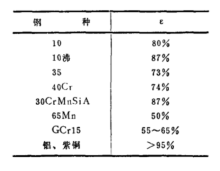
據一些工廠的實驗數據得知,不同金屬材料,在冷鐓時側表面出現裂紋的最大許用變形程度如下表:
冷鐓次數的決定
冷鐓變形程度超過上列數據時,為防止產生裂紋,應進行中間退火,以消除冷鐓變形中產生的硬化現象,然后再繼續鐓鍛。除了考慮最大許用變形程度外,對于幾何形狀過分復雜的冷鐓產品,也必須考慮中間退火。如采用中間退火工藝,則只能分工序進行冷鐓。
冷鐓工藝除受上述變形程度影響外,還必須考慮鋤鍛時材料的彎曲。一般實跋經驗是,根據線材未夾持幫分的自由高度h與其直徑dm之比,來決定鐓鍛次數。
在實際生產中,還要考慮產品的幾何形狀,按照上列數據多增加一次鐓鍛。如螺栓、螺釘、螺母的冷鐓次數,就要比上列計算數據多鐓一次。這是一方面為了考慮模具的使用壽命,另外也是為了保證產品質量。






 浙公網安備33038102332317號
浙公網安備33038102332317號